Hoe het probleem van het PPR -pijpoppervlakte -probleem op te lossen?
Hoe het probleem van het PPR -pijpoppervlakte -probleem op te lossen?
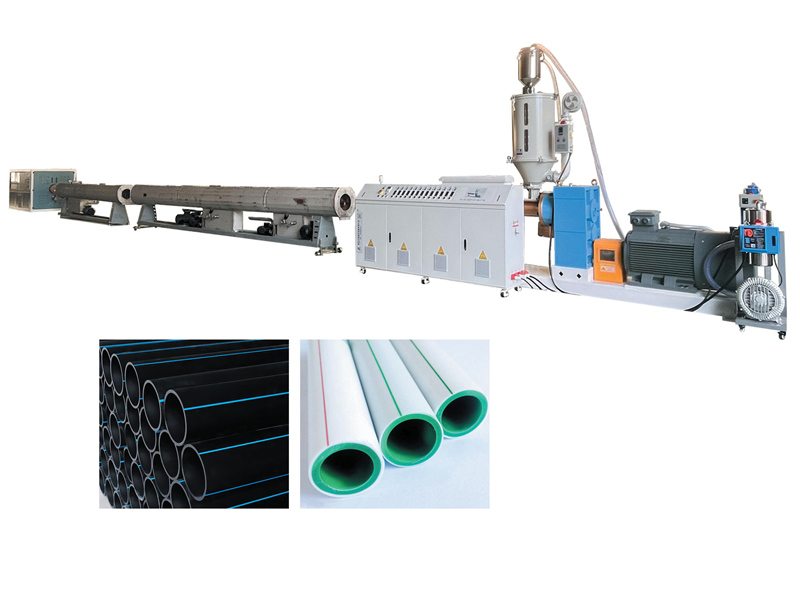
PPR (willekeurig copolymeer polypropyleen) buizen worden op grote schaal gebruikt bij het bouwen van watervoorziening en drainage, HVAC, industriële pijpleidingen en andere velden vanwege hun corrosieweerstand, weerstand tegen hoge temperatuur, impactweerstand en andere kenmerken. De oppervlaktekwaliteit beïnvloedt niet alleen het uiterlijk, maar kan ook de interne prestaties weerspiegelen (zoals grondstofzuiverheid, stabiliteit van de verwerkingstechnologie).

Hier analyseert het technische team van Yongte de problemen met de oppervlaktekwaliteit van PPR -pijpen en biedt het bijbehorende oplossingen:
1. Ruw oppervlak van PPR -pijp / krassen
· Mogelijke redenen:
· De vormloper is niet glad (zoals de binnenwand heeft cola of onzuiverheden) en de smeltstroom is geblokkeerd.
· De temperatuur van de koelwater is te hoog (de aanbevolen koelwatertemperatuur van de PPR-pijp is 15-25℃), en het oppervlak is niet in de tijd gestold.
· De mouw met vaste diameter is niet uitgelijnd met het midden van de mal, wat resulteert in excentrieke wrijving van de pijp.
· oplossen:
· Verwijder de mal en verwijder de cola in de loper met een koperen borstel of speciaal reinigingsmiddel (vermijd een staaldraadborstel om het oppervlak te beschadigen).
· Verminder de koelwatertemperatuur en controleer of het watercirculatiesysteem glad is.
· Kalibreer het midden van de dobbelsteen en de maathuls en pas de concentriciteit aan (afwijking <0,5 mm).
2. Excentriek van PPR -pijp met ongelijke wanddikte
· Mogelijke redenen:
· De kloof tussen de kerndiagel en de mond die is niet goed aangepast (zoals inconsistente aanscherping van bouten).
· De tractiemachine is niet parallel aan de as van de vorm en de tractiekracht is excentriek.
· De smeltdruk is onstabiel (zoals de fluctuatie van extrusie), wat resulteert in ongelijke materiaalstroom.
· oplossen:
· Pas de bout van de vormaanpassing goed aan en meet de opening met een voeler (fout <0,05 mm) om ervoor te zorgen dat de omtrek uniform is.
· Kalibreer de tractiemachinespoor om de tractierichting consistent te maken met de vormas.
· Stabiele extrusie (zie de oplossing van "onstabiele extrusie") en verhoog de smeltpompdruk indien nodig.