

Hoe het probleem van ruw oppervlak van geëxtrudeerde WPC -deurpanelen op te lossen?
Hoe het probleem van ruw oppervlak van geëxtrudeerde WPC -deurpanelen op te lossen?
Bij het produceren van hout-plastic WPC-deurpanelen is de oppervlakte-vlakheid erg belangrijk voor de kwaliteit van de WPC-deurpanelen. Veel hout-plastic deurfabrieken zijn echter hulpeloos in het gezicht van het probleem dat het oppervlak van de geëxtrudeerde WPC-deurpanelen ruw en saai is tijdens de productie. Tegenwoordig biedt het Yongte Engineer -team een specifieke analyse en oplossing voor dit probleem.
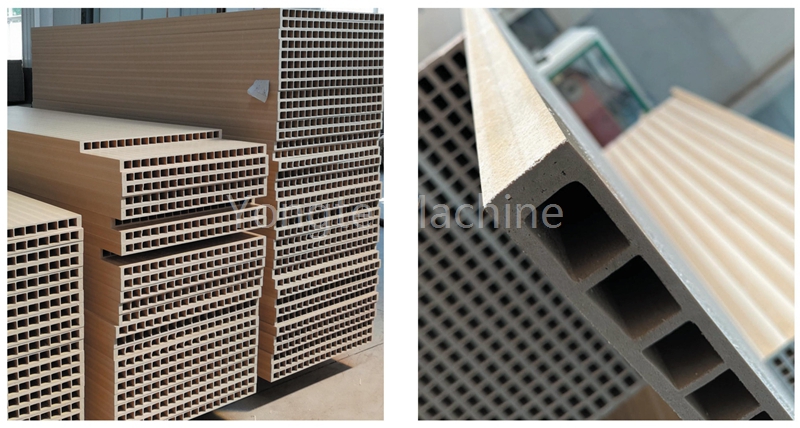
Het geëxtrudeerde hout-plastic WPC-deurpaneel is ruw en glansloos, wat kan te wijten zijn aan problemen in de grondstofformule, procesparameters, apparatuurstatus of koeling en gieten.
De volgende zijn de specifieke oorzaakanalyse en oplossingen:
I. Mogelijke oorzaakanalyse
1. Probleem met grondstofformule
· De verhouding van hars tot vulmiddel is onevenwichtig
· Als het gehalte aan houtpoeder/vezelvuller te hoog is (zoals meer dan 60%), is de hars niet voldoende om de vulstofdeeltjes te wikkelen, wat resulteert in een ongelijk oppervlak.
· De smeltindex (MI) van hars is te laag en de vloeibaarheid is slecht, dus het kan de vulkloof niet gelijkmatig vullen.
· Onjuiste toevoeging van additieven
· Onvoldoende smeermiddel: onvoldoende toevoeging van interne smeermiddelen (zoals stearinezuur, paraffine), hoge smeltviscositeit, slechte kunststof van materialen, ruw oppervlak.
· Gebrek aan glansmiddel: geen acrylester, polyethyleenwas en andere glansversterkers worden toegevoegd, of de hoeveelheid is onvoldoende (meestal 0,2-0,5 delen).
· Overmatige stabilisator: te veel warmtestabilisator (zoals loodzout, calcium en zink) kan tot het oppervlak worden neergeslagen, wat glans beïnvloedt.
· Onvoldoende voorbehandeling van verpakkingsmateriaal
· Het vochtgehalte van houtpoeder is te hoog (> 5%) en waterdamp wordt geproduceerd tijdens extrusie, wat resulteert in bubbels of vlekken op het oppervlak; Als de koppelingsbehandeling (zoals silaan of titanaat) niet wordt uitgevoerd, is de interface tussen vulstof en hars slecht gecombineerd en is het gemakkelijk om eraf te vallen.
2. De extrusieprocesparameters zijn onredelijk
· Onjuiste temperatuurregeling
· Lage temperatuur: de hars is niet volledig gesmolten, het mengsel met vulmiddel is ongelijk en korrelige uitsteeksels verschijnen op het oppervlak.
· Hoge temperatuur: afbraak van hars of vulstofcarbonisatie, grijs oppervlak, geen glans (referentie: PVC-basis aanbevolen 160-190℃, PE/PP-basis 180-220℃).
· Schroefsnelheid en druk zijn abnormaal
· Als de schroefsnelheid te snel is (zoals> 60r/min), is de afschuifwerking sterk, wat resulteert in lokaal oververhitting of afbraak van het materiaal; Als de schroefsnelheid te langzaam is, is de kunststof onvoldoende en is het oppervlak ruw.
· Als de schimmeldruk te laag is (zoals <10MPa), is de smelt niet volledig gevuld en mist het oppervlak verdichte glans.
3. Uitrusting en schimmelproblemen
· De schroef is gedragen of het ontwerp is niet redelijk
· De schroef en schroefgat is te groot (> 3 mm), de retentietijd van materiaal is lang en de weekmakend is niet uniform; De compressieverhouding is onvoldoende (zoals <2: 1), wat resulteert in een slechte smeltdichtheid.
· Schimmelloper defect
· De binnenwand van het stroomkanaal is ruw en heeft dode hoeken, zodat het materiaal blijft behouden en gecarboniseerd; Het ontwerp van de matrijs is onredelijk (zoals de rechte sectie is te kort), zodat de smelt serieus uit de dobbelsteen wordt voortgebracht en het oppervlak niet glad is.
· Het filter is verstopt
· Als het maasnummer van het filter te hoog is (zoals> 80) of de gebruikstijd te lang is, is de materiaalstroomweerstand groot, wat resulteert in drukschommelingen en oppervlaktefouten.
4. Koeling en instellingsproblemen
· De koelsnelheid is te snel of te langzaam
· Als de koelwatertemperatuur te laag is (zoals <10℃), de smelt zal snel worden gestold en het oppervlak zal niet volledig worden geëgaliseerd; Als de watertemperatuur te hoog is (zoals> 30℃), de instelling is onvoldoende en het oppervlak zal gemakkelijk worden bekrast of ruw.
· Het ontwerp van de vaste mouw is onredelijk
· De afstand tussen de vaste huls en de dobbelsteen is te groot, zodat de smelthangen en vervormen; De verdeling van interne koelwaterkanalen is niet uniform, wat resulteert in inconsistente lokale koeling.
· De tractiesnelheid komt niet overeen met de extrusiesnelheid
· Als de tractiesnelheid te snel is, wordt de deurplaat uitgerekt en verdund en verschijnt het oppervlak sinaasappelschil; Als het te langzaam is, zal de accumulatie leiden tot ruw oppervlak.
2. Oplossingen
1. Optimaliseer de grondstofformule
· Pas de verhouding van hars tot vulling aan
· Verlaag het houtpoedergehalte tot 50%-55%, verhoog de harsdosering (zoals PE/PP-base van 30%tot 35%), verbetert de coating; Selecteer hoge Mi-hars (zoals Mi = 8-12G/10min PE), verbetert de vloeibaarheid.
· Redelijke toevoeging van additieven
· Smeermiddel: Verhoog de hoeveelheid intern smeermiddel (zoals stearinezuur van 0,3 delen tot 0,5 delen), of voeg samengestelde smeermiddel (zoals EBS-ethyleenbutylstearaat, 0,2-0,4 delen) toe om de viscositeit van de smelt te verminderen.
· Glans middel: voeg polyethyleenwas (0,3-0,5 delen) of acrylglansmiddel (0,2 delen) toe om het oppervlakglans te verbeteren.
· Koppelingsmiddel: houtpoeder wordt voorbehandeld met silaankoppelingsmiddel (zoals KH-550,0,5-1,0 delen) om de grensvlakverbindingskracht te verbeteren en het afwerpen van vulmiddel te verminderen.
· Controleer de vochtinhoud en de fijnheid van verpakking
· Het houtpoeder wordt gedroogd tot het vochtgehalte <3%, en de grove deeltjes worden verwijderd door te zeven (het wordt aanbevolen dat de deeltjesgrootte <80).
2. Pas het extrusieprocesparameters aan
· Optimaliseer de temperatuurinstelling
· De "stapsgewijze verwarming" -modus wordt gebruikt, zoals PVC vierstadium temperatuurinstelling van 165℃ (Sectie van de voeding)→175℃ (Compressiesectie)→185℃ (Sectie smelten)→180℃ (Sectie van het schimmel), om ervoor te zorgen dat de hars volledig geplasticeerd is en niet wordt afgebroken.
· Als het oppervlak ruw is door onvoldoende weekmaking, kan de temperatuur van de smeltsectie met 5-10 worden verhoogd℃; Als het wordt afgebroken als gevolg van oververhitting, moet de temperatuur worden verlaagd en wordt de verblijftijd ingekort.
· Match de schroefsnelheid met de tractiesnelheid
· De schroefsnelheid wordt geregeld op 40-50R/min en de verhouding van tractiesnelheid tot extrusiesnelheid is 1,1-1.3: 1. De dikte -uniformiteit van de deurplaat wordt aangepast door observatie.
· Verhoog de schimmeldruk
· Vervang het hogere gaasfilter (zoals 60 mesh tot 80 mesh), of verminder de matrijsspleet, zodat de smelt volledig is verdicht onder hoge druk (doeldruk 12-15 mpa).
3. Inspecteer apparatuur en mallen
· Controleer de slijtage van schroef en vat
· Meet de opening tussen de schroef en het vat, als deze 3 mm overschrijdt, vervang de schroef of vat om ervoor te zorgen dat de compressieverhouding 2,5-3: 1 is om het weekmakendeffect te verbeteren.
· Polijsten mal loper en sterven
· De binnenwand van de mal -loper is gepolijst met een spiegel (ruwheid RA <0,8μm) dode hoeken elimineren; Het rechte gedeelte van de matrijs wordt uitgebreid tot 10-15 keer de buisdiameter om de expansie weg van de dobbelsteen te verminderen.
· Reinig het filter
· Vervang het filterscherm regelmatig (het wordt aanbevolen om het om de 4 uur te controleren) en verwijder het vastgehouden gecarboniseerde materiaal.
4. Verbetering van het koel- en vormproces
· Optimaliseer de koelwatertemperatuur en stroomsnelheid
· De temperatuur van het water van de vaste mouw wordt geregeld op 15-25℃, en de stroomsnelheid is 5-8L/min. Gesegmenteerde koeling (de watertemperatuur in het voorste gedeelte is iets hoger en de watertemperatuur in het achterste gedeelte is lager) wordt aangenomen om plotselinge koeling te voorkomen, wat resulteert in ongelijke oppervlaktespanning.
· Pas de positie van de gevormde huls en de tractiespanning aan
· De afstand tussen de vormhuls en de matrijs wordt ingekort tot 5-10 mm om te zorgen voor tijdige vorming van de smelt; De tractiemachine past een lichte spanning toe (ongeveer 5-10n) om uitrekkende vervorming te voorkomen.
· Voeg het oppervlaktebehandelingsproces toe
· Onmiddellijk na extrusie wordt een dunne laag paraffine -emulsie of polyurethaan heldere vernis aangebracht via polijstrol of coatingapparaat om de glans en gladheid van het oppervlak te verbeteren.
3. Preventie en dagelijks onderhoud
1. Stel een database op met recepten en processen
· Noteer de beste temperatuur, druk, tractiesnelheid en andere parameters die overeenkomen met verschillende grondstofverhoudingen voor snelle aanpassing.
2. Handhaaf apparatuur regelmatig
· Reinig de extruder vat en schimmel elke week, controleer het temperatuurregelsysteem en het koelwatercircuit elke maand om een stabiele werking te garanderen.
3. Eerste stuk inspectie en procesmonitoring
· Nadat u de machine hebt gestart, neemt u het eerste stuk en test u het met een ruwheidsmeter (Target RA <3,2μM) en Gloss -meter (Target 60° Gloss> 30gu), en pas de parameters in tijd aan.
Door de bovenstaande maatregelen kan de oppervlaktekwaliteit van hout-plastic deurpanelen effectief worden verbeterd om gladde en glanzende uiterlijknormen te bereiken.