

Oplossing voor WPC -terras online reliëfproblemen
Oplossing voor WPC -terras online reliëfproblemen
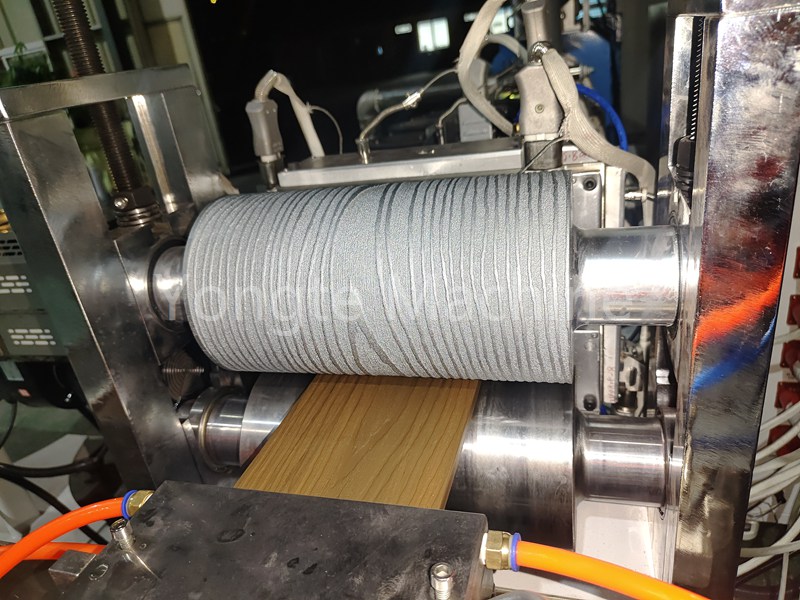
Bij het produceren van WPC -terras is online embossing erg belangrijk voor de kwaliteit van het product, maar veel operators ondervinden problemen tijdens de productie, wat resulteert in wazige patronen of ongelijke reliëfdiepten.
Geen paniek! Vandaag deelt Yongte onze professionele reliëf "EHBO -kit" met u. Nadat je het hebt gelezen, kun je direct de hoogwaardige WPC-terrassen begrijpen! Zolang je de belangrijkste punten beheerst, kan de rollover scene ook prachtig worden getransformeerd! Vervolgens zullen Yongte -ingenieurs je stap voor stap leren om de "rollover scene" in het "plafond van uiterlijk" te veranderen!

Het onduidelijke patroon op het oppervlak van hout-plastic vloeren kan worden veroorzaakt door vele factoren zoals grondstoffen, productieproces, apparatuurvormen, enz. De volgende zijn specifieke redenen en oplossingen:
I. Problemen met grondstof
1. Onredelijke grondstofverhouding
Reden:
Het gehalte aan plantaardige vezels zoals houtpoeder/bamboepoeder is te hoog, of het aandeel plastic substraten (zoals PE, PVC) is te laag, wat resulteert in een slechte vloeibaarheid van het mengsel en moeilijkheid bij het vullen van de schimmelpatroondetails.
Te veel vulstof (zoals calciumcarbonaat) kan de plasticiteit van de smelt verminderen en onduidelijk persen van het patroon veroorzaken.
Suggesties van oplossingen:
Optimaliseer de formuleverhouding en verhoog het gehalte van plastic substraat op de juiste manier (zoals PE/PVC -verhouding toegenomen tot 40%~ 60%) om ervoor te zorgen dat de smelt een goede vloeibaarheid heeft bij hoge temperatuur.
Controleer de hoeveelheid vulstof of gebruik vulmaterialen met fijnere deeltjesgrootte (zoals nano calciumcarbonaat) om de uniformiteit van het mengsel te verbeteren.
2. Slecht smeltende effect van grondstoffen
Reden:
De verwerkingstemperatuur is onvoldoende, het plastic is niet volledig gesmolten en de combinatie met de vezel is niet strak en de vormtextuur kan niet volledig worden overgedragen tijdens het drukken.
Het vochtgehalte van de grondstoffen is te hoog (vooral houtpoeder) en waterdamp wordt gegenereerd bij hoge temperatuur, wat resulteert in oppervlaktebellen of wazige patronen.
Suggesties van oplossingen:
Verhoog de temperatuur van de extruder (zoals het verhogen van de temperatuur van de smeltsectie met 5 ~ 10 ℃) om ervoor te zorgen dat het plastic volledig wordt geplasticeerd en vermijd tegelijkertijd materiaalafbraak veroorzaakt door overmatige temperatuur.
Droog de vezelrondstoffen zoals houtpoeder (het vochtgehalte wordt onder 3%geregeld), die kan worden voorbehandeld door droogapparatuur.

II. Productieprocesproblemen
1. Onvoldoende extrusiedruk
Reden:
De extruderschroefsnelheid is te laag of de schroef wordt gedragen, wat resulteert in onvoldoende smeltdruk en niet in staat om de groef van het schimmelpatroon effectief te vullen.
Het ontwerp van het schimmelstroomkanaal is onredelijk (zoals het inlaatgedeelte is te breed, de compressieverhouding is onvoldoende), wat resulteert in overmatig drukverlies.
Suggesties van oplossingen:
Verhoog de schroefsnelheid op de juiste manier (zoals het verhogen van 10 ~ 20R/min), of vervang de versleten schroef/vat om de smeltafgiftedruk te verhogen.
Optimaliseer de schimmelstructuur, verhoog de lengte van de compressiesectie of pas de stroomkanaalcompressieverhouding aan (zoals van 2: 1 tot 3: 1) om voldoende druk bij het patroon te garanderen.
2. Onjuiste reliëftiming en koelbesturing
Reden:
De afstand tussen de reliëfroller en de extruderuitlaat is te ver, de smelt koelt te snel af en het is moeilijk om een helder patroon te extruderen nadat het oppervlak hard is.
De temperatuur van de reliëfrol is te hoog of te laag: te hoge temperatuur kan gemakkelijk patroonvervorming veroorzaken; Te lage temperatuur zorgt ervoor dat de smelt snel afkoelt en het patroon is onvolledig.
De koelsnelheid is ongelijk en het lokale patroon is wazig vanwege snelle krimp.
Suggesties van oplossingen:
Verkort de afstand tussen het reliëfstation en de extruder (het wordt aanbevolen om binnen 50 ~ 100 cm te worden geregeld) om ervoor te zorgen dat de smelt zich in de beste plastische toestand bevindt.
Controleer precies de temperatuur van de reliëfrol (meestal 20 ~ 30 ℃ lager dan de smelttemperatuur), die in realtime door het temperatuurregelsysteem kan worden aangepast.
Optimaliseer het koelsysteem en gebruik gesegmenteerde koeling (zoals luchtkoeling eerst en vervolgens waterkoeling) om een uniforme oppervlaktekoeling te garanderen en snelle koelvervorming te voorkomen.
Iii. Apparatuur en rollerproblemen met reliëf
1. Embossing rollen of ontwerptefecten
Reden:
Na langdurig gebruik wordt de rand van de reliëfroller gedragen en afgestompt, wat resulteert in onvoldoende driedimensionale betekenis van het reliëfpatroon.
De patroondiepte is te ondiep (zoals <0,3 mm) of de hoek is te groot (zoals de schuine hoek> 60 °), en het is moeilijk voor de smelt om de tipdetails te vullen.
Suggesties van oplossingen:
Controleer regelmatig de slijtage van de reliëfroller, onderhoud of vervang deze op tijd om de scherpe rand van het patroon te garanderen.
Optimaliseer het ontwerp van het rollerpatroon van de reliëf: de diepte wordt aanbevolen om 0,5 ~ 1,0 mm te zijn en de schuine hoek wordt geregeld op 45 ° ~ 55 ° om de smeltvulling en demolding te vergemakkelijken.
2. Onvoldoende rollerrol precisie
Reden:
De oppervlakteruwheid van de reliëfroller is niet voldoende (zoals RA -waarde> 1,6 μm), of de patroongravure -precisie is laag (zoals onvoldoende lasergraveringsresolutie), wat resulteert in wazige lijnen.
De druk tussen de reliëfroller en de tractierol is ongelijk (zoals het linker- en rechterdrukverschil> 5%), wat resulteert in gedeeltelijke helderheid en gedeeltelijke vervaging van het patroon.
Suggesties van oplossingen:
Oppervlaktebehandeling van de reliëfroller (zoals chromen plateren, spiegelpolijsten), controle van ruwheid RA≤0,8μm en gebruik met een hoge nauwkeurige graveertechnologie (zoals vezellaser graveren, resolutie ≤0,02 mm).
Kalibreer het rollerdruksysteem voor reliëf om een uniforme druk aan de linker- en rechterkant te garanderen (fout <2%), die in realtime door de druksensor kunnen worden gecontroleerd.

IV. Andere factoren
1. Te snelle tractiesnelheid
Reden:
De tractiesnelheid komt niet overeen met de extrusiesnelheid (zoals tractiesnelheid> Extrusielijnsnelheid 15%), wat resulteert in overmatig stretchen van de smelt tijdens het reliëf en afvlakking van patroondetails.
Suggesties van oplossingen:
Pas de tractiesnelheid aan zodat de tractielijnsnelheid overeenkomt met de extrusiesnelheid (fout ≤5%), die kan worden geregeld door inverter koppeling.
2. Onjuist gebruik van smeermiddel
Reden:
Overmatige toevoeging van smeermiddel (zoals meer dan 1,5%) zorgt ervoor dat het smeltoppervlak te soepel is, gemakkelijk te glijden tijdens embossing en moeilijk te vormen patronen.
Oplossing:
Verminder de hoeveelheid smeermiddel (zoals het regelen van binnen 0,5%~ 1,0%), of vervang deze door een intern smeermiddel door betere compatibiliteit (zoals glycerylstearaat) om te voorkomen dat de smeltadhesie wordt beïnvloed.
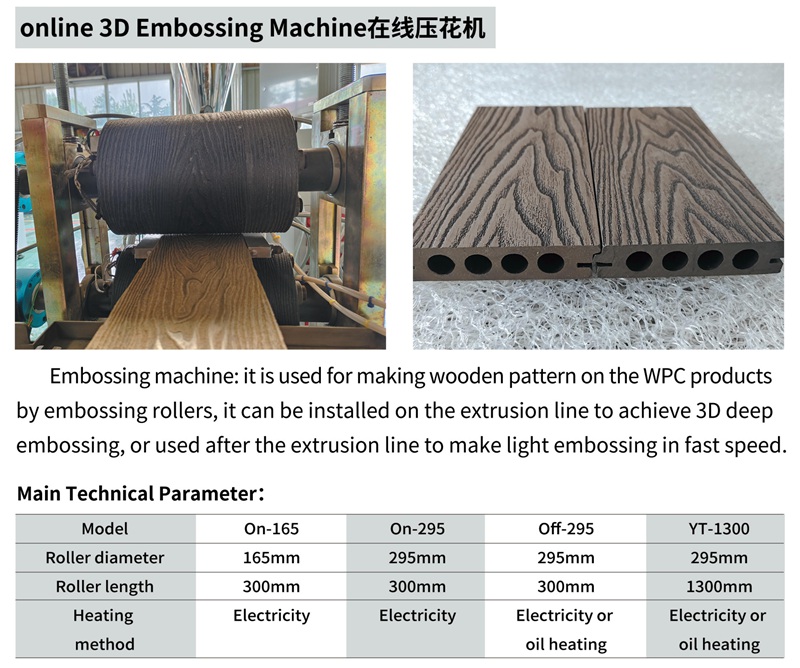
Samenvattend vereist het oplossen van het probleem van online embossing meerdere aspecten. Zoek de oorzaak en los deze op volgens de werkelijke productiesituatie. Dan kun je stabiel van hoge kwaliteit en prachtige WPC-terras produceren. Als u een behoeften hebt, neem dan contact op met het ingenieursteam van Yongte om u te helpen verschillende problemen op te lossen bij de productie van WPC -terras online.
