

Oplossing voor maatafwijkingen, kromtrekken en vervormingen bij de productie van WPC-deuren
Oplossing voor maatafwijkingen, kromtrekken en vervormingen bij de productie van WPC-deuren
Abstract
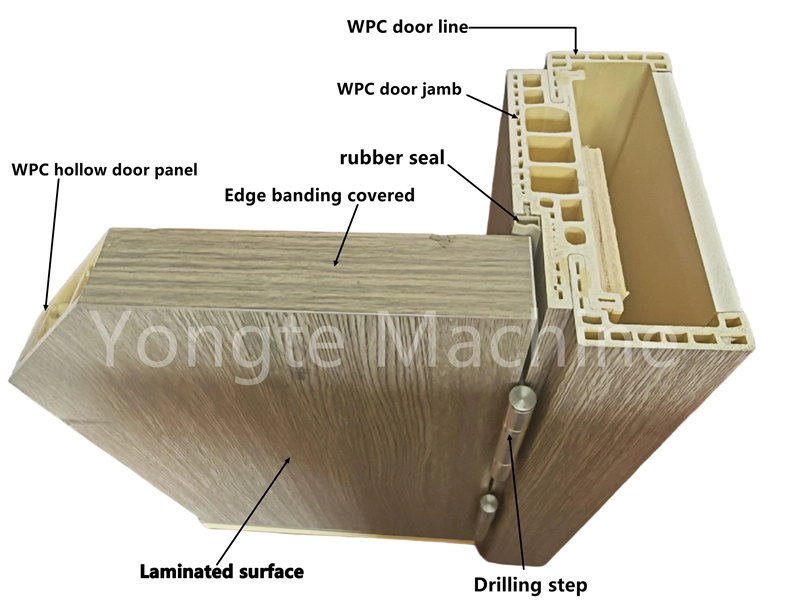
Deuren van hout-kunststofcomposiet (WPC) zijn uitgegroeid tot een mainstream product in de moderne deur- en raamproductie-industrie vanwege hun uitstekende voordelen, waaronder milieuvriendelijkheid, vochtbestendigheid, corrosieweerstand en lage totale productiekosten. Niettemin zijn maatafwijkingen, kromtrekken en onomkeerbare vervorming drie veel voorkomende kwaliteitsgebreken tijdens het extrusie- en vormproces van WPC-deuren. Deze problemen verminderen niet alleen de vlakheid van het oppervlak en het algehele uiterlijk van eindproducten, maar hebben ook rechtstreeks invloed op de daaropvolgende montage-efficiëntie, de levensduur van het product en de klanttevredenheid. Gebaseerd op jarenlange productie-ervaring ter plaatse en technisch onderzoek, vatten professionele ingenieurs van Yongte gerichte aanpassings- en correctieoplossingen voor de bovengenoemde drie defecten samen, met als doel betrouwbare technische referenties te bieden voor WPC-deurfabrikanten om productieprocessen te optimaliseren en de productkwaliteit te verbeteren.

1. Inleiding
WPC-materialen worden gemengd met plantaardige vezels, thermoplastische hars, functionele additieven en andere grondstoffen door middel van smelten bij hoge temperatuur en extrusiegieten. Beïnvloed door meerdere factoren, zoals de verhouding van de grondstofformule, de extrusietemperatuur, het koelsysteem, de tractiesnelheid en het snijproces, zijn halffabrikaten en afgewerkte WPC-deurproducten gevoelig voor onstabiele totale afmetingen, eenzijdige of bilaterale kromtrekken en structurele vervorming. Anders dan traditionele massief houten deuren en PVC-deuren, hebben WPC-deuren complexe interne structurele spanningskenmerken. Het blind debuggen van een enkele procesparameter kan kwaliteitsfouten niet volledig elimineren; systematische optimalisatie van het vormen, afkoelen tot nabewerking is vereist. Dit artikel analyseert de grondoorzaken van veel voorkomende defecten en stelt haalbare correctiestrategieën voor.
2. Oorzaken en oplossingen voor veelvoorkomende WPC-deurdefecten
2.1 Dimensionale afwijking
2.1.1 Oorzaken van defecten
Maatafwijking verwijst naar de fout tussen de werkelijke lengte, breedte en dikte van WPC-deuren en de standaardontwerpwaarden, die voornamelijk optreedt in de snijfase en de extrusievormfase. De belangrijkste factoren die dit veroorzaken zijn onder meer ongelijkmatige koeling van profielen, fluctuerende treksnelheid, onredelijk structureel ontwerp van het vormsysteem en fouten bij handmatig of mechanisch snijden. Overmatige maatfouten zullen leiden tot slechte afstemming tijdens de montage van het deurkozijn, wat resulteert in gaten, vastlopen van de deur en andere after-sales problemen.
2.1.2 Professionele correctiemaatregelen
Volgens het technische team van Yongte is een gecombineerd proces van vacuümvormen, waterkoelingscirculatie en stabiele tractiecontrole de kern van het controleren van de maatnauwkeurigheid van WPC-deuren. Ten eerste wordt het vacuümvormsysteem gebruikt om de buitencontour van geëxtrudeerde WPC-profielen in realtime te beperken, om uitzetting of krimp van het profiel veroorzaakt door thermische uitzetting en koude krimp te voorkomen. Ten tweede is het circulerende waterkoelapparaat geconfigureerd om een uniforme en geleidelijke koeling van de binnen- en buitenlagen van het deurpaneel te realiseren, lokale krimpverschillen te elimineren en de basisgrootte van het profiel na het vormen te stabiliseren.
Bovendien is het van essentieel belang om een uiterst nauwkeurig tractieapparaat met constante snelheid te combineren om jitter in de afmetingen, veroorzaakt door snelle en langzame tractie, te voorkomen. In samenwerking met geoptimaliseerde snijapparatuur met vaste lengte kan de hele productielijn de binnenin gecontroleerde snijnauwkeurigheid realiseren±1 mm, dat volledig voldoet aan de hoge montage-eisen van afgewerkte WPC-deuren.

2.2 Paneel kromtrekken
2.2.1 Oorzaken van defecten
Kromtrekken is een van de meest voorkomende defecten van WPC-deuren, die zich voornamelijk manifesteren als boogbuiging van het deurpaneel in horizontale of verticale richting. De belangrijkste oorzaken zijn de asymmetrische koelsnelheid aan beide zijden van het profiel, de inconsistente opening van de matrijslip van de extrusiematrijs en een onstabiele trekspanning. Asymmetrische koeling zal leiden tot inconsistente krimpspanning op de boven- en onderkant van het deurpaneel; een onredelijke lipopening in de matrijs zal een ongelijkmatige afvoer van composietmaterialen veroorzaken; en frequente fluctuaties in de tractiesnelheid zullen de onevenwichtige spanningsverdeling van halffabrikaten verergeren.
2.2.2 Professionele correctiemaatregelen
Om het kromtrekkingsprobleem fundamenteel op te lossen, moeten fabrikanten synchrone optimalisatie doorvoeren van het koelsysteem, de matrijsstructuur en de tractieparameters. Implementeer eerst een uitgebalanceerd koelbeheer, pas de waterstroom en temperatuur van het koelwaterkanaal aan beide zijden van de vormmal aan, zorg voor de synchrone koelsnelheid van de bovenste en onderste delen van het WPC-deurpaneel en verminder het spanningsverschil dat wordt gegenereerd in de koelfase.
Ten tweede, detecteer en kalibreer regelmatig de matrijslipopening van de extrusiematrijs om de spleetsymmetrie aan de linker- en rechterzijde, evenals de boven- en onderzijde te garanderen, zodat de gesmolten WPC-materialen gelijkmatig kunnen worden afgevoerd en de dichtheid van alle delen van het deurpaneel consistent blijft. Ten slotte moet u de constante bedrijfssnelheid van de tractie-eenheid handhaven, een redelijke spanningsdrempel instellen, plotselinge acceleratie en vertraging vermijden en voorkomen dat externe tractiekracht onomkeerbare buigkromming van het ongekoelde uitgeharde deurpaneel veroorzaakt.

2.3 Structurele vervorming
2.3.1 Oorzaken van defecten
Anders dan oppervlaktevervorming, behoort structurele vervorming tot interne permanente schade van WPC-deurprofielen, inclusief inkepingen, torsie en algehele instorting. Dit defect wordt voornamelijk veroorzaakt door een onredelijk ontwerp van het koelpad, resterende interne spanning in het materiaal en een onevenwichtige grondstofformule. Onredelijke koelpaden zullen leiden tot overmatige restspanning in het profiel; Een niet-overeenkomende verhouding van plantaardige vezels, plastic matrix en additieven zal de taaiheid en structurele stabiliteit van WPC-materialen verminderen, waardoor eindproducten vatbaar worden voor vervorming onder externe temperatuurveranderingen en extrusie door externe krachten.
2.3.2 Professionele correctiemaatregelen
Yongte-ingenieurs stellen drie kernoptimalisatierichtingen voor om structurele vervorming op te lossen: het optimaliseren van koelpaden, het vrijgeven van resterende interne spanning en het aanpassen van de grondstofformule. In termen van koelpaden, herontwerp de lay-out van interne en externe koelwaterkanalen van de vormapparatuur, gebruik de graduele koelmodus van voorkoeling, vormgeving bij constante temperatuur en uiteindelijke koeling, realiseer langzame spanningsvrijgave tijdens het koelgieten en vermijd overmatige interne spanningsaccumulatie.
Voor interne spanningsregulering voegt u na het tractieproces een spanningsverminderende verouderingssectie toe en plaatst u het aanvankelijk gevormde deurpaneel gedurende een bepaalde periode in een omgeving met constante temperatuur en constante vochtigheid om restspanning te elimineren. In termen van formule-optimalisatie past u de mengverhouding van houtpoeder, plastic deeltjes, koppelmiddel en stabilisator aan, verbetert u de grensvlakbindingskracht tussen plantaardige vezels en thermoplastische hars, verbetert u de algehele taaiheid en het anti-vervormingsvermogen van composietmaterialen en verkleint u fundamenteel de kans op structurele vervorming.
3. Conclusie
Maatafwijkingen, kromtrekken en vervorming zijn belangrijke knelpunten die de kwaliteitsverbetering van WPC-deurproducten beperken, en het optreden van verschillende defecten is met elkaar verbonden en wordt beïnvloed door meerdere productielinks. Bij de daadwerkelijke productie moeten fabrikanten niet alleen vertrouwen op het debuggen van afzonderlijke parameters, maar ook een volledig proceskwaliteitscontrolesysteem bouwen dat de grondstoffenformule, extrusiegieten, vacuümvormen, waterkoeling en tractie met constante snelheid omvat.
Het aannemen van het uiterst nauwkeurige productieproces van vacuümvormen + waterkoeling + stabiele tractie om maatfouten te beheersen, het matchen van gebalanceerde koeling en symmetrische matrijsstructuur om kromtrekken te beperken, en het optimaliseren van koelpaden en materiaalformules om structurele vervorming te elimineren, kan de bovengenoemde veel voorkomende kwaliteitsproblemen effectief oplossen. Voor WPC-deurbedrijven zijn gestandaardiseerde procesparameterinstelling en dagelijks apparatuuronderhoud ook belangrijke voorwaarden om een stabiele productkwaliteit op de lange termijn te behouden.